- English
- 简体中文
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- 繁体中文
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy
- Yoruba
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Wie kann ein pneumatisches Fördersystem Staub, Ausfallzeiten und Materialverlust reduzieren?
Abstrakt
Der Transport von Pulvern, Pellets und Granulaten klingt einfach, bis Sie es mit Staubwolken, verstopften Rutschen, Trennung, gebrochenen Produkten und Bedienern zu tun haben, die den ganzen Tag Übergabepunkte betreuen. Ein gut gestaltetesPneumatisches FördersystemBewegt Schüttgut mithilfe eines kontrollierten Luftstroms durch geschlossene Rohrleitungen und trägt so dazu bei, dass die Anlagen sauberer, sicherer und gleichmäßiger bleiben und gleichzeitig die manuelle Handhabung reduziert wird.
In diesem Leitfaden werden die Entscheidungen aufgeschlüsselt, die tatsächlich für Leistung und Betriebskosten von Bedeutung sind, von Vakuum vs. Druck bis hin zu verdünnter vs. dichter Phase, Filtration, Luftschleusenauswahl und Rohrleitungsführung. Es enthält außerdem eine praktische Checkliste, eine Vergleichstabelle und eine FAQ, sodass Sie von „Wir brauchen etwas, das funktioniert“ zu einer klaren, risikoarmen Spezifikation übergehen können. Beispiele und Empfehlungen spiegeln die üblichen industriellen Bedingungen und den von ihnen verwendeten technischen Ansatz widerShandong Yinchi Umweltschutzausrüstung Co., Ltd.
Inhaltsverzeichnis
- Gliederung
- Welche Probleme löst die pneumatische Förderung?
- Wie ein pneumatisches Fördersystem funktioniert
- Vakuumförderung vs. Druckförderung
- Verdünnte Phase vs. dichte Phase
- Schlüsselkomponenten, die über Zuverlässigkeit entscheiden
- Design-Checkliste vor dem Kauf
- Hebel für Energie- und Betriebskosten
- Überlegungen zur Staubkontrolle und Sicherheit
- Inbetriebnahme- und Wartungsplan
- Anwendungsfälle aus der Praxis
- FAQ
- Fazit und nächste Schritte
Gliederung
- Identifizieren Sie Ihre größten Schwachstellen und wie „Erfolg“ vor Ort aussieht
- Verstehen Sie die Grundlagen von Luftstrom und Feststoffen, damit Vorschläge vergleichbar sind
- Wählen Sie den richtigen Fördermodus für Entfernung, Anordnung und Aufnahmepunkte
- Wählen Sie je nach Zerbrechlichkeit und Kapazität des Produkts die verdünnte oder die dichte Phase
- Sichern Sie sich zuverlässige Komponenten, die zu Ihrem Materialverhalten passen
- Verwenden Sie eine Checkliste, um das Risiko vor der Herstellung und Installation zu reduzieren
- Planen Sie vom ersten Tag an Staubkontrolle, sicheren Betrieb und Wartbarkeit
Welche Probleme löst die pneumatische Förderung?
Wenn Sie darüber nachdenken, aPneumatisches Fördersystem, du machst es wahrscheinlich nicht zum Spaß. Sie tun dies, weil Ihre aktuelle Übertragungsmethode Sie Zeit, Produkte und Geduld kostet.
- Staub an Übergabestellendas die Ausrüstung überzieht, Reinigungsalarme auslöst und unbequeme Arbeitsbedingungen schafft
- Materialverlust und Kontaminationdurch offene Förderbänder, Lecks oder häufige Reinigung
- Brückenbildung und Verstopfungin Rutschen, Trichtern und Schneckendosierern aufgrund inkonsistenter Strömung
- Inkonsistente Stapelungverursacht durch Entmischung, Verschütten oder instabile Zufuhrraten
- Hohe Arbeitsabhängigkeitwo Bediener eingreifen müssen, um das Material in Bewegung zu halten
- Produktschadenwie Pelletbruch, Pulverabrieb oder übermäßige Bildung von Feinpartikeln
- Layoutbeschränkungenwenn Sie die Route um Gebäude herum, über Stockwerke oder bis zu Silos führen müssen
Die Förderung in geschlossenen Rohrleitungen ist hilfreich, da sie exponierte Übergabepunkte reduziert und das Material mit kontrollierter Luft und kontrolliertem Druck bewegt. Das bedeutet, dass es weniger Orte gibt, an denen Staub entweichen kann, weniger Orte, an denen er verschüttet werden kann, und weniger Orte, an denen sich „geheimnisvolle Ausfallzeiten“ verstecken können.
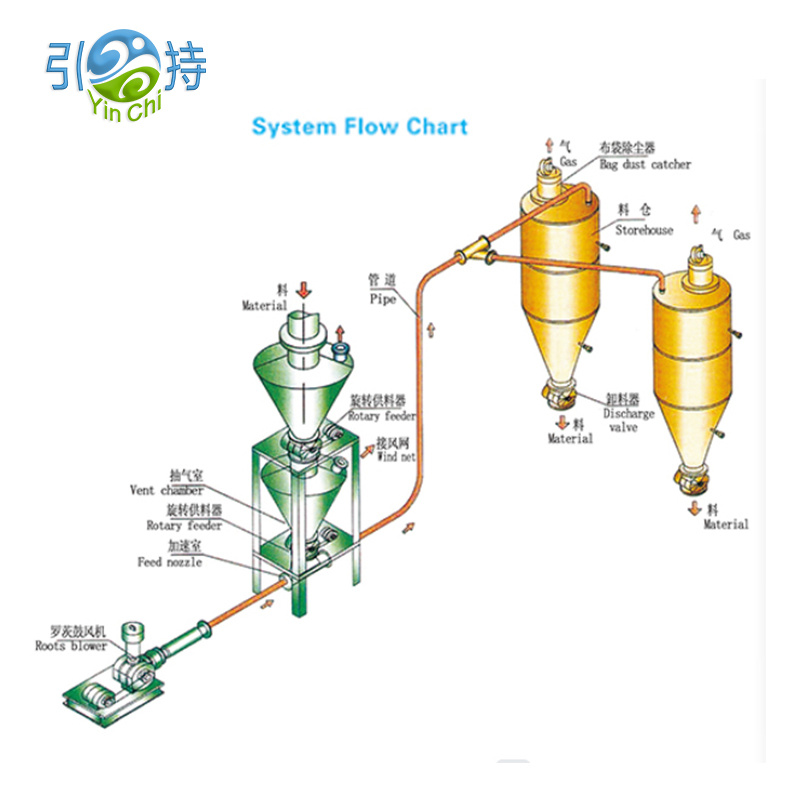
Wie ein pneumatisches Fördersystem funktioniert
Auf hohem Niveau, aPneumatisches Fördersystemtransportiert Schüttgüter mithilfe einer Druckdifferenz und eines Luftstroms durch ein Rohr. Das Material gelangt an einem Aufnahmepunkt in die Förderleitung, gelangt zu einem Aufnahmebehälter und die Luft wird durch Filtration von den Feststoffen getrennt.
Was passiert im Rohr?
- Der Luftstrom sorgt für die treibende Kraft
- Je nach Förderart werden Feststoffe mitgerissen oder mitgeschoben
- Die Geschwindigkeit muss hoch genug sein, um ein Absetzen zu verhindern, aber nicht so hoch, dass das Produkt zerstört wird oder Energie verschwendet wird
- Kurven, lange Strecken und Höhenunterschiede erhöhen den Widerstand und beeinträchtigen die Stabilität
Was Sie von jedem Design erwarten sollten
- Stabile Förderung ohne Stöße, Verstopfungen oder „Rülpsen“ am Empfänger
- Vorhersehbare Vorschubgeschwindigkeit über Schichten, Jahreszeiten und Materialchargenwechsel hinweg
- Staubdichter Betrieb mit Filterung, die auf reale Produktionsbedingungen ausgelegt ist
- Angemessener Wartungszugang zu Verschleißstellen und Filtern
Vakuumförderung vs. Druckförderung
Eine der ersten Entscheidungen besteht darin, ob Ihre Förderleitung Material ziehen (Vakuum) oder Material drücken (Druck) soll. Beides kann gut funktionieren, löst aber unterschiedliche Pflanzenprobleme.
| Entscheidungsfaktor | Vakuumförderung | Druckförderung |
|---|---|---|
| Abholpunkte | Oft besser für mehrere Tonabnehmer in einem Empfänger | Oft ist es besser, wenn eine Abholung mehrere Ziele bedient |
| Leckverhalten | Lecks neigen dazu, Luft nach innen zu ziehen, was dazu beiträgt, den Staubaustritt zu verringern | Lecks können Staub nach außen blasen, wenn sie nicht gut abgedichtet sind |
| Typische Entfernungen | Je nach Design meist kürzer bis mittelschwer | Je nach Kapazität und Modus meist mäßig bis länger |
| Am besten für | Sauberer Empfang, flexible Abholroute, ordentliche Pflanzen | Höherer Durchsatz, längere Laufzeiten, robuste Lieferung an Silos |
| Komplexitätsfokus | Empfängerfiltration und Stabilität der Vakuumquelle | Zuführeinrichtung, Druckregelung, Verschleißmanagement |
Eine praktische Faustregel ist, mit Ihrem Layout zu beginnen. Wenn Sie an mehreren Punkten abholen und an einen Ort liefern müssen, vereinfachen Vakuumlösungen oft das Netzwerk. Wenn Sie Material zu einem entfernten Silo oder mehreren Behältern transportieren müssen, ist die Druckförderung möglicherweise besser geeignet.
Verdünnte Phase vs. dichte Phase
Hier gelingen oder scheitern viele Projekte. Das gleichePneumatisches Fördersystemkann sich bei einem Material wunderbar und bei einem anderen schrecklich verhalten, wenn die Phasenwahl falsch ist.
Verdünnungsphase
- Das Material wird in einem Luftstrom mit relativ hoher Geschwindigkeit transportiert
- Oftmals einfacher zu steuern und für eine breite Palette an Pulvern und Pellets geeignet
- Risiko: Eine höhere Geschwindigkeit kann zu mehr Verschleiß, Lärm und Produktabrieb führen
Dichte Phase
- Das Material bewegt sich bei geringerer Geschwindigkeit eher „schneckenförmig“ oder „pfropfenförmig“.
- Wird oft für zerbrechliche Produkte, abrasive Pulver oder zur Minimierung von Qualitätsschäden bevorzugt
- Risiko: Möglicherweise ist eine sorgfältigere Zuführung, Druckkontrolle und materialspezifische Abstimmung erforderlich
Wenn in Ihrer Anlage Probleme wie Pelletbruch, zu viele Feinteile oder sichtbare Erosion an Kurven auftreten, ist die Dichtstrom-Strategie (oder eine Strategie mit niedrigerer Geschwindigkeit) ein ernstzunehmender Kandidat. Wenn Ihr Hauptanliegen lediglich ein zuverlässiger Transport mit einfacher Kontrolle ist, ist die verdünnte Phase möglicherweise der schnellste Weg zur Stabilität.
Schlüsselkomponenten, die über Zuverlässigkeit entscheiden
Angebote können auf dem Papier ähnlich aussehen, aber die Auswahl der Komponenten zeigt, ob der Lieferant Ihr Material versteht. Hier sind die Teile, die am häufigsten über die tägliche Leistung entscheiden.
- FütterungsgerätB. Zellradschleuse, Venturi oder Druckbehälterzuführung, ausgewählt für Leckagekontrolle und stabile Feststoffrate
- LuftquelleB. Gebläse, Lüfter oder Kompressor, dimensioniert für den erforderlichen Druck und Durchfluss mit Spielraum für die Filterbeladung
- Förderlinieeinschließlich Rohrdurchmesser, Biegungen und Verschleißabschnitten, die darauf ausgelegt sind, den Druckabfall zu begrenzen und Absetzungen zu verhindern
- Empfänger und Filterungeinschließlich Filterfläche, Reinigungsmethode und Staubaustrag, ausgelegt für Dauerbetrieb ohne Verstopfungen
- Steuerung und InstrumentierungDazu gehören Drucksensoren, Differenzdruck zwischen den Filtern und Verriegelungen, die unkontrollierbare Verstopfungen verhindern
Für viele Fabriken ist das Luftschleusenventil ein stiller Unruhestifter. Eine zu große Leckage bedeutet eine instabile Förderung, eine schlechte Trennung des Behälters und unerwartete Staubentwicklung. Zu enge oder schlecht abgestimmte Abstände können zu Hitze, Blockieren und häufigen Stopps führen. Passen Sie die Luftschleuse an Ihre Partikelgröße, Temperatur, Abrasivität und den erforderlichen Dichtungsgrad an.
Design-Checkliste vor dem Kauf
Nutzen Sie diese Checkliste, um Vorschläge zu vergleichen und unangenehme Überraschungen nach der Installation zu vermeiden. Das Ziel ist nicht Perfektion, sondern Risikokontrolle.
- Materialprofileinschließlich Schüttdichte, Partikelgrößenbereich, Feuchtigkeitsempfindlichkeit, Klebrigkeit, Abrasivität und Temperatur
- Kapazitätszieleeinschließlich Durchschnittsrate, Spitzenrate und Häufigkeit des Auftretens von Spitzen
- Entfernung und Routeeinschließlich der gesamten äquivalenten Länge, der Anzahl der Biegungen, der vertikalen Hebungen und der verfügbaren Stützpunkte
- Abhol- und Abgabestelleneinschließlich der Anzahl der Quellen und Ziele, die Sie jetzt und innerhalb von zwei Jahren benötigen
- SauberkeitsstandardDazu gehört auch, wie viel Staub rund um den Receiver akzeptabel ist und wie der Reinigungsservice heute aussieht
- Strom und Versorgungeinschließlich der verfügbaren elektrischen Kapazität und ob die Druckluft stabil und trocken ist
- Verschleißmanagementeinschließlich Biegeform, austauschbaren Verschleißabschnitten und Zugang zur Inspektion
- Wartungszugangeinschließlich Filterwechselraum, Luftschleusen-Wartungsfreigabe und sicheren Isolationspunkten
- Inbetriebnahmeplaneinschließlich Testläufen mit Ihrem echten Material, nicht nur mit „typischen“ Proben
Wenn ein Vorschlag diese Themen vermeidet oder vage beantwortet, handelt es sich nicht um eine „nice-to-have“-Lücke. Daher kommt es später zu Ihren Ausfallzeiten.
Hebel für Energie- und Betriebskosten
Bei den Betriebskosten kommt es nicht nur auf die Motorgröße an. Es geht darum, ob das System Material mit der niedrigsten stabilen Geschwindigkeit und dem niedrigsten Druck für Ihre spezifischen Bedingungen bewegen kann.
- Auswahl des Rohrdurchmesserswirkt sich dramatisch auf Geschwindigkeit und Druckabfall aus
- Routing-DisziplinB. weniger scharfe Biegungen, reduziert Turbulenzen und Verschleiß
- Luftstromkontrollehilft, ein Überblasen des Materials zu vermeiden, nur um „sicher“ zu sein
- Filtergrößeverhindert einen hohen Differenzdruck, der die Luftquelle dazu zwingt, härter zu arbeiten
- Leckmanagementan Luftschleusen und Anschlüssen reduziert Luftverschwendung und instabilen Durchfluss
Ein häufiger versteckter Kostenfaktor ist der Betrieb mit zu hoher Luftgeschwindigkeit, weil das System nicht ausreichend instrumentiert ist. Durch eine bessere Druck- und Filterüberwachung können sich die Bediener auf den Prozess verlassen und nicht auf ihre Instinkte, und Sie können die Linie in einem stabilen, effizienten Fenster halten.
Überlegungen zur Staubkontrolle und Sicherheit
Staub ist nicht nur ein Problem der Sauberkeit. Feine Partikel können leicht in die Luft gelangen, in Lager und Schaltschränke wandern und unangenehme Arbeitsumgebungen schaffen. Durch die geschlossene Förderung wird die Anzahl der offenen Übergabepunkte reduziert, die Staubkontrolle hängt jedoch immer noch von einer intelligenten Annahme und Filterung ab.
Praktische Maßnahmen, die einen sichtbaren Unterschied machen
- Verwenden Sie einen Behälter mit ausreichender Filterfläche, damit die Filterung auch bei langen Läufen stabil bleibt
- Wählen Sie eine Filterreinigungsmethode, die zu Ihrer Einschaltdauer und Ihrem Staubverhalten passt
- Planen Sie den Staubaustrag so, dass beim Entleeren keine Feinpartikel wieder in den Arbeitsbereich gelangen
- Dichten Sie Verbindungen ab und warten Sie Dichtungen, um das System wirklich geschlossen zu halten
- Halten Sie Inspektionsöffnungen zugänglich, damit „kleine Probleme“ nicht zu plötzlichen Verstopfungen werden
Wenn Ihr Material brennbar oder extrem fein ist, besprechen Sie frühzeitig im Projekt die anlagenspezifischen Sicherheitsanforderungen. Gutes Engineering ist proaktiv: Es setzt reale Variabilität voraus und baut Schutzschichten ein, anstatt sich auf perfektes Bedienerverhalten zu verlassen.
Inbetriebnahme- und Wartungsplan
A Pneumatisches Fördersystemsollte keine Heldentaten erfordern. Der einfachste Weg, dies zu erreichen, besteht darin, die Inbetriebnahme als Teil des Entwurfs und nicht als nachträglichen Gedanken zu betrachten.
- Basistestmit Ihrem tatsächlichen Material im erwarteten Temperatur- und Feuchtigkeitsbereich
- Geschwindigkeitsüberprüfungum zu bestätigen, dass Sie sich über den Einschwinggrenzen befinden, ohne zu stark zu beschleunigen
- Beobachtung der FilterbelastungZur Bestätigung des Reinigungszyklus bleibt der Differenzdruck stabil
- Verschleißinspektionsplanfür Kurven und Belastungszonen in definierten Laufzeitintervallen
- ErsatzteilstrategieDer Schwerpunkt liegt auf Schleusendichtungen, Filterelementen und Verschleißteilen
Die meisten „mysteriösen Probleme“ zeigen sich als Druckmuster, Filterdifferenzdruck und Motorlast. Die Instrumentierung muss nicht ausgefallen sein, sie muss intelligent platziert und tatsächlich genutzt werden.
Anwendungsfälle aus der Praxis

Hier finden Sie häufige Szenarien, in denen sich Anlagen für die pneumatische Förderung entscheiden, und die typischen Optimierungsmöglichkeiten.
- Pulvertransfer zu Mischernpriorisiert staubdichte Aufnahme und gleichmäßige Zufuhr, um die Chargenqualität zu schützen
- Pelletförderung zu Siloslegt Wert auf schonende Handhabung und verschleißfeste Biegungen, um Feinteile zu reduzieren
- SackentleerungsstationenPriorisieren Sie die lokale Staubabsaugung und die saubere Warenannahme, um die Bediener zu schützen
- Mehrere Abholungen in einer Prozessliniepriorisiert eine stabile Schaltlogik und eine ausgewogene Saugleistung
Der rote Faden ist die Kontrolle der Variabilität. Materielle Veränderungen. Änderungen der Luftfeuchtigkeit. Betreiber wechseln. Das System muss weiterhin einen stabilen Durchfluss liefern, ohne dass ein ständiger manueller Eingriff erforderlich ist.
FAQ
Q1. Welche Informationen sollte ich vorbereiten, bevor ich ein Angebot anfordere?
Geben Sie Ihren Materialnamen, den Schüttdichtebereich, den Partikelgrößenbereich, die Feuchtigkeitsempfindlichkeit, die Temperatur, die gewünschte Kapazität, Abstände, die Anzahl der Biegungen sowie die Aufnahme- und Abgabepunkte an. Wenn Sie Fotos von aktuellen Übergabepunkten und der umgebenden Staubsituation haben, hilft das den Ingenieuren, ihre Entwürfe auf die Realität und nicht auf Annahmen abzustimmen.
Q2. Beschädigt ein pneumatisches System zerbrechliche Pellets oder Granulate?
Dies kann passieren, wenn die Geschwindigkeit zu hoch ist oder die Kurven schlecht ausgewählt sind. Aus diesem Grund sind Phasenauswahl, Routing und Biegedesign wichtig. Wenn die Produktintegrität von entscheidender Bedeutung ist, können Strategien mit geringerer Geschwindigkeit und eine verschleißgesteuerte Routenführung den Verschleiß deutlich reduzieren.
Q3. Warum verstopfen manche Systeme, selbst wenn der Motor stark ist?
Verstopfungen werden häufig durch instabile Zufuhr, zu viele scharfe Biegungen, falsches Luft-Feststoff-Verhältnis, feuchtigkeitsbedingte Adhäsion oder Filterbeschränkungen verursacht, die den Luftstrom während des Betriebs verändern. Mehr Leistung führt nicht automatisch zu einer stabilen Förderung.
Q4. Wie reduziere ich Staub um den Receiver herum?
Konzentrieren Sie sich auf den Filterbereich des Empfängers, die ordnungsgemäße Filterreinigung, versiegelte Verbindungen und eine kontrollierte Ableitungsmethode für aufgefangene Feinstoffe. Staubprobleme sind in der Regel auf eine zu geringe Filtergröße oder eine schlechte Abdichtung zurückzuführen und nicht auf die „pneumatische Förderung“ selbst.
F5. Kann ein System mehrere Materialien verarbeiten?
Manchmal, aber es hängt davon ab, wie unterschiedlich diese Materialien in Dichte, Partikelgröße und Fließverhalten sind. Wenn Sie mit mehreren Materialien umgehen müssen, fragen Sie nach einem Design, das stabile Betriebsfenster definiert und praktische Umrüst- und Reinigungsschritte umfasst.
Fazit und nächste Schritte
A Pneumatisches Fördersystemist kein einmaliger Kauf, sondern eine Prozessentscheidung. Wenn Phase, Luftquelle, Zufuhrmethode, Leitung und Filterung auf Ihr Material und Layout abgestimmt sind, erhalten Sie sauberere Böden, weniger Unterbrechungen und eine vorhersehbarere Produktion. Wenn das nicht der Fall ist, gibt es Staub, Stecker und ein System, das jeder meidet.
Wenn Sie ein Design wünschen, das zu Ihren Anlagenbedingungen und Ihrem Materialverhalten passt,Shandong Yinchi Umweltschutzausrüstung Co., Ltd.kann Ihnen dabei helfen, eine klare Spezifikation zu definieren, Förderarten zu vergleichen und einen praktischen Plan für Installation und Betrieb zu erstellen. Sind Sie bereit, Staub zu reduzieren und Übergabepunkte zu stabilisieren? Kontaktieren Sie unsum Ihre Anwendung zu besprechen und eine maßgeschneiderte Lösung zu erhalten.


